相關(guān)資訊
聯(lián)系我們

全國(guó)客服熱線:
15066475817
18865223833
聊城市鑫程源鋼管有限公司
電話:0635-8886529
手機(jī):15066475817(微信同號(hào)) 程經(jīng)理
手機(jī):18865223833(微信同號(hào)) 程經(jīng)理
地址:山東聊城經(jīng)濟(jì)開發(fā)區(qū)蔣官屯工業(yè)園區(qū)
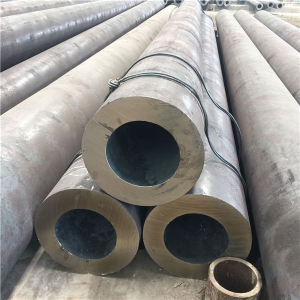
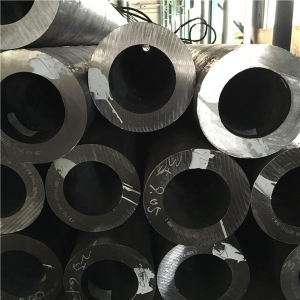
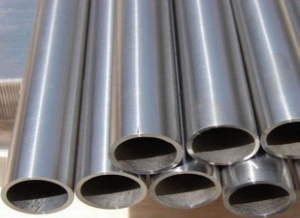
42CrMo無(wú)縫管與30crmo焊接選用什么焊接材料
文章出處:http://www.shuuwaeng.com 發(fā)表時(shí)間:2017/6/8 17:50:14
點(diǎn)擊:13
42CrMo無(wú)縫管與30crmo焊接選用什么焊接材料
42CrMo無(wú)縫管以30crmo焊接用什么焊條焊接工藝是:
CHE857Cr
(J857Cr)
符合:GB E8515-G
相當(dāng):AWS E12015-G
說(shuō)明:CHE857Cr是低氫鈉型藥皮的低合金高強(qiáng)度鋼焊條,采用直流反接,可進(jìn)行全位置焊接。
用途:用于焊接抗拉強(qiáng)度相當(dāng)于830 Mpa左右的低合金鋼受壓容器和其它結(jié)構(gòu)的焊接。如14CrMnMoVB、30CrMo鋼等。
注意事項(xiàng):
⒈焊前焊條須經(jīng)350~400℃烘焙1小時(shí),隨烘隨用。
⒉焊前對(duì)焊件必須清除油、銹、水份等雜質(zhì),并預(yù)熱200℃左右。
⒊焊后可在600-650℃回火,消除內(nèi)應(yīng)力。
也可以用R307焊條,TIG-R30焊絲,焊前預(yù)熱200~250度,焊后熱處理730度,恒溫時(shí)間1h/25mm
文章來(lái)源:http://www.shuuwaeng.com
2015年8月10日
山東龍川金屬材料有限公司