相關資訊
聯系我們

全國客服熱線:
15066475817
18865223833
聊城市鑫程源鋼管有限公司
電話:0635-8886529
手機:15066475817(微信同號) 程經理
手機:18865223833(微信同號) 程經理
地址:山東聊城經濟開發區蔣官屯工業園區
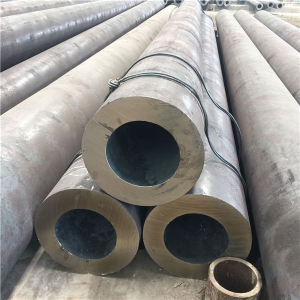
對42CrMo鋼管表面裂紋的分析與改進措施
文章出處:http://www.shuuwaeng.com 發表時間:2018/6/27 17:45:13
點擊:20
42CrMo鋼管連鑄對表面裂紋的影響有兩個方面的因素,
一是設備精度;
二是澆鑄工藝參數。
因此,改進42CrMo鋼管表面裂紋措施也從這兩個方面著手。 首先對連鑄機的設備狀況進行檢查,主要包括:
(1)對結晶器銅板進行檢查、測量,結晶器銅板接縫、平整度、錐度、表面磨損狀況正常;
(2)對結晶器足輥、彎曲段、扇形段進行間隙和接弧情況進行測量,測量結果正常;
(3)對振動臺進行測量,測量結果正常;
(4)檢查噴嘴堵塞記錄,在生產42CrMo期間,無噴嘴堵塞。
在消除了設備狀況影響因素后,在工藝改進上采取如下措施:
(1)二次冷卻水彎曲段二冷水流量減小10%,其他區不變。
(2)結晶器電攪參數電流強度由200A調整為400A。
(3)鋼水澆鑄中間包溫度按1507~1517℃,在此溫度下,拉速下調0.05 m/min,范圍按0.70~0.75 m/min控制。
(4)保護渣烘烤干燥,開澆前對設備精度檢查,并確認符合標準要