相關資訊
聯系我們

全國客服熱線:
15066475817
18865223833
聊城市鑫程源鋼管有限公司
電話:0635-8886529
手機:15066475817(微信同號) 程經理
手機:18865223833(微信同號) 程經理
地址:山東聊城經濟開發區蔣官屯工業園區
42CrMo鋼管沖壓生產中起皺成因有幾種
文章出處:http://www.shuuwaeng.com 發表時間:2017/6/9 8:42:59
點擊:17
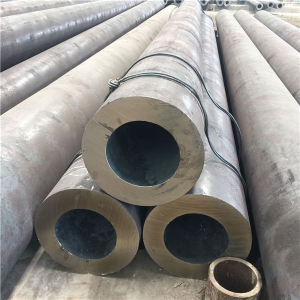
42CrMo鋼管沖壓生產中起皺成因有幾種
查看起皺的狀態,當皺紋在制件四周均勻產生時,應判斷為42CrMo鋼管壓料力不足,逐漸加大壓料力可以消除。當拉深錐形件和半球件時,應采用增加拉深筋來增大板內徑內拉應力,以消除皺紋。采用“里緊外松”原則,來消除42CrMo鋼管設備“里松外緊”問題。
1、壓邊力不夠,壓料面間隙不合適出現“里松外緊”問題。
2、潤滑油太多或涂刷次數太頻,或涂刷位置不當。
3、試沖毛坯過軟,材料強度低,42CrMo鋼管產品尺寸太小,壓不住料。
4、毛坯定位不穩定,導致局部壓不住料,壓料面形狀不當,導致走料不均。
5、沖壓方向不當。
更多鋼管知識http://www.shuuwaeng.com/