相關資訊
聯系我們

全國客服熱線:
15066475817
18865223833
聊城市鑫程源鋼管有限公司
電話:0635-8886529
手機:15066475817(微信同號) 程經理
手機:18865223833(微信同號) 程經理
地址:山東聊城經濟開發區蔣官屯工業園區
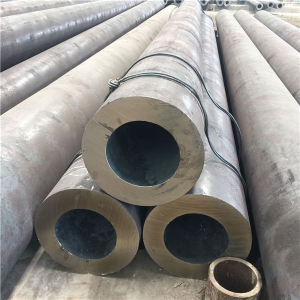
42CrMo合金管淬火過程的工藝參數
42CrMo合金管淬火過程的工藝參數
本文主要介紹42CrMo合金管材料成分、滲碳淬火后的性能要求以及傳統滲碳淬火工藝。傳統滲碳淬火工藝無法滿足性能要求時,利用SYSWELD 分析軟件,對滲碳淬火工藝進行數值模擬。并與物理實驗進行比較,得到滲碳淬火工藝:在空氣中預冷5 min;再水冷15 min;最后空冷10 min。
改革開放以來我國裝備制造業以平均每年17%的速率快速增長,目前我國裝備制造業的增加值僅次于美、日、德,居世界第四,已成為制造業大國,但還不是制造業強國。其中,我國熱處理( 含表面改性) 技術的落后是造成這種狀況的主要原因之一,與國際先進水平存在巨大差距。所以,提高我國熱處理水平現狀有著重要意義。
本文在傳統熱處理的油淬和水淬都無法滿足使用要求時,借助于SYSWELD 分析軟件,建立反映熱處理過程中各種現象變化規律及其相互影響的數學模型,并進行數值法求解;與物理實驗比較,得出了控制滲碳淬火工藝參數,為后續滲碳淬火熱處理工藝改進提供了理論基礎。
通過42CrMo合金管淬火過程得到的預冷時間、水冷時間、空冷時間等工藝參數如下:
1) 水淬前在空氣中預冷5 min。目的是減少淬裂傾向。空冷時間的控制以不發生珠光體轉變為準。
2) 預冷后水冷15 min。主要控制因素為淬火應力的大小,隨著水冷時間的延長,齒根處淬火應力會越來越大,在淬火應力小于材料屈服應力時停止水淬。
3) 水冷后空冷10 min。目的是使馬氏體自回火,減少應力,但回火溫度不應過高,控制在低溫回火范圍內,以免硬度下降太多。
2015年6月29日
山東省龍川鋼管制品有限公司